Chemical Industry
SOPHON satisfies the special process requirements such as mixing, crushing, cooling, and dust removal in the chemical industry. Some reaction intermediates sensitive to oxygen and water can be conveyed with inert gas protection.

Chemical Industry
SOPHON satisfies the special process requirements such as mixing, crushing, cooling, and dust removal in the chemical industry. Some reaction intermediates sensitive to oxygen and water can be conveyed with inert gas protection.


Pneumatic Conveying System
This system provides comprehensive material handling solutions, including automated feeding, metering, conveying, mixing, batching, crushing, screening and packaging for various powdered raw materials. Customized and systematic solutions are designed to meet different process requirements, while also complying with special conditions such as cleanliness and explosion- proof standards for workshops. The system also meets certification requirements of GMP, HACCP, and FDA.
Applicable Industries: Food, Pharmaceutical, Chemical, New Energy, Rubber, and Plastic industries.
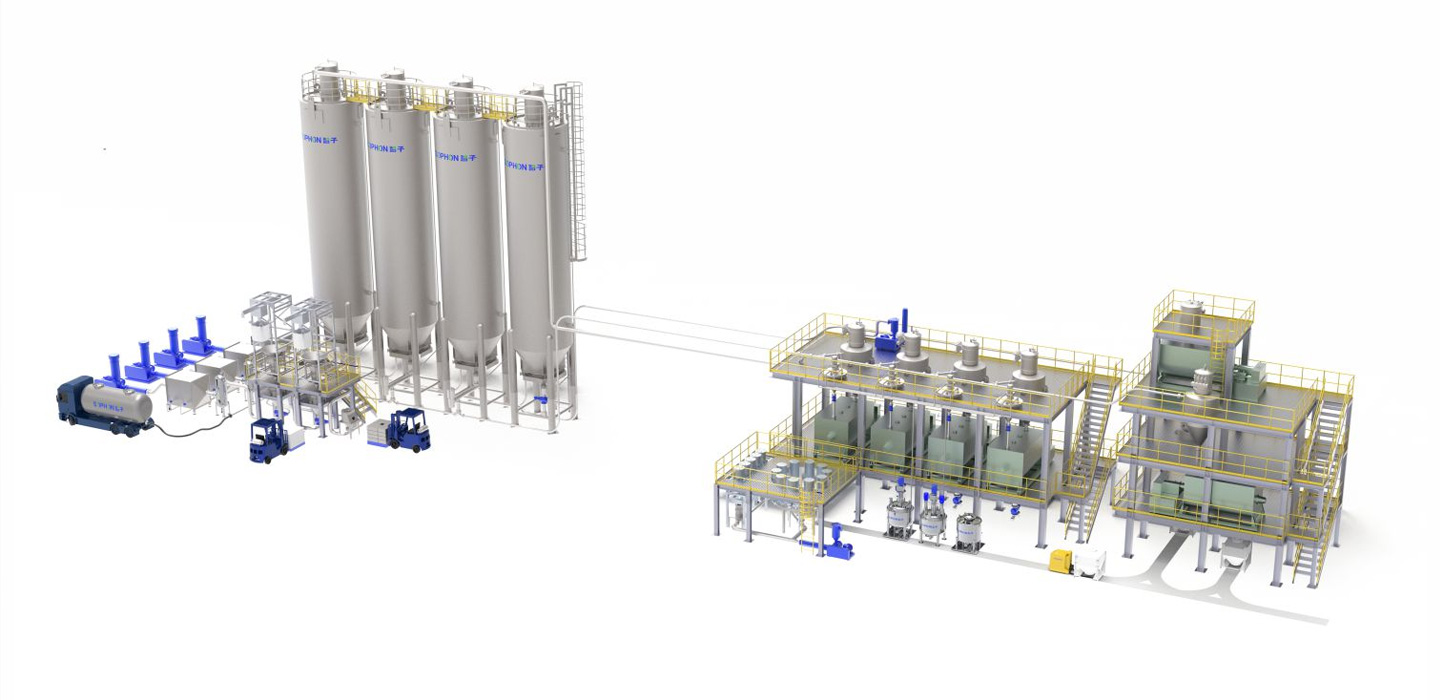
Meets special requirements such as plant cleanliness and explosion-proof standards, and complies with GMP, HACCP, and FDA certification requirements.
Efficient
The vacuum feeder enables rapid and continuous material conveying, thereby enhancing production efficiency.

Eco-friendly
Adopting an enclosed conveying method, the system prevents material spillage and dust pollution during conveyance, complying with environmental requirements.

Flexible
The equipment features a compact structure and easy installation, and can be selected and customized according to actual needs. Meanwhile, the pipeline system can be designed in various shapes to adapt to different production environments and process flows.

Highly Automated
Equipped with an advanced control system and sensors, the system enables real-time monitoring of equipment operation status and material conveying conditions, and allows for automatic adjustments as needed.

Expert Consultation Portal
Assisting you in formulating industrial upgrade plans


Committed to becoming
a world-leading service provider
of material handling technologies

Contact information
Leave your contact information and a dedicated consultant will get in touch with you as soon as possible.




